



Rüstzeitoptimierungen haben in vielen Industrieunternehmen einen vergleichsweise geringen Stellenwert. Dies jedoch zu Unrecht, denn häufig offenbaren bereits erste Aufnahmen des Ist-Zustands Effizienzpotenziale im zweistelligen Prozentbereich.
Dabei können durch technisch einfache und kostengünstige Massnahmen bereits beachtliche Erfolge erzielt werden. Das folgende Fallbeispiel zeigt, wie in nur sechs Monaten und unter Verwendung geringer finanzieller Mittel ausgezeichnete Ergebnisse bei der Rüstzeitoptimierung an einer Fertigungslinie für Faserplatten erreicht wurden.
Die Odenwald Faserplattenwerk GmbH OWA
Die im Jahre 1948 gegründete Holzfaserplattenwerk Odenwald GmbH, später Odenwald Faserplattenwerk GmbH, entwickelt, produziert und vertreibt Deckensysteme für den Innenbereich von Gebäuden. Die Herstellung dieser Deckenplatten, welche aus Mineralfaser bestehen, findet am Standort in Amorbach statt (siehe Bild 1).
Durch die Verwendung von Mineralfasern ergeben sich Vorteile gegenüber Systemen, die aus anderen Materialien bestehen. Nennenswerte Vorteile sind hierbei eine gute Schallabsorption der Deckenplatten sowie eine geringe Entflammbarkeit. Um die Schallabsorption und optische Aspekte zusätzlich zu verbessern, werden Oberflächen mit einer Prägung oder Nadelung versehen.
Aktuell werden von etwa 475 Mitarbeitern täglich rund 100.000 m² Deckenfläche für verschiedenste Anwendungsbereiche produziert und in über 80 Ländern vertrieben. Um die Deckenplatten für den Kunden ansprechend zu gestalten, werden rund 1.500 unterschiedliche Produktvarianten erzeugt.
Bild 1: Odenwald Faserplattenwerk GmbH, Amorbach
Herstellungsprozess einer Mineralplatte
Der erste Schritt ist die Herstellung von Mineralfaser. Hierzu wird ein Gemenge aus verschiedenen Komponenten wie z. B. Quarzsand und Altglas benötigt. Das Gemenge wird in einer sogenannten „Wanne“ bei Temperaturen um 1.500 °C aufgeschmolzen. Im sogenannten Düsenblasverfahren werden dünne Fasern gezogen, diese anschliessend zu Ballen gepresst und dem nächsten Produktionsschritt zur Verfügung gestellt oder zunächst zwischengelagert.
Bei der Rohplattenproduktion wird die Mineralfaser mit verschiedenen Zuschlagsstoffen vermischt und über eine Langsiebmaschine zur Rohplatte geformt. Mittels Schwerkraft und Vakuumentwässerung wird der Rohplatte grösstenteils das Wasser entzogen und diese anschliessend in grossformatige Platten geschnitten. In einer Trocknungsanlage wird die restliche Feuchtigkeit aus der Platte verdampft. Abschliessend werden die grossformatigen Rohplatten nochmals durch eine Säge in kleinere Platten aufgeteilt.
Im letzten Fertigungsschritt wird der gewünschte Artikel produziert. Hierbei durchläuft die Rohplatte nachfolgend genannte Prozessschritte: Schleifen der Oberfläche, Auftragen einer Farbgrundierung, Trocknung, Nadelung oder Prägung, Bearbeitung der Kanten, Lackierung der Oberfläche und schliesslich Verpackung des damit auslieferfertigen Endprodukts (siehe Bild 2).
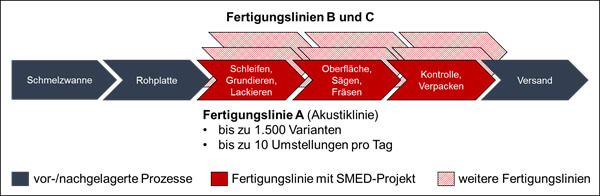
Bild 2: Übersicht Herstellungsprozess einer Mineralplatte
Ausgangssituation
Anfang 2015 beschloss die Geschäftsleitung, ein besonderes Augenmerk auf die Rüstzeiten an den Fertigungslinien zu legen. Hierdurch sollte mithilfe der SMED-Methode (SMED = Single Minute Exchange of Die) u. a. eine Verbesserung der Gesamtanlageneffektivität (GAE) erzielt werden.
Für die Optimierung wurde die Akustiklinie A ausgewählt (vgl. Bild 2), da diese Linie nahezu alle Produktvarianten in kleinen sowie in grossen Losgrössen (zwischen 5 m² und 7.000 m²) herstellen kann. Speziell durch die Produktion von kleinen Losgrössen bei einer hohen Variantenvielfalt sind bis zu zehn Umstellvorgänge pro Tag notwendig.
Ziel des hier vorgestellten Projekts war die Reduktion der Gesamtrüstzeit um 20 %. In diesem Zug galt es auch, eine allgemeine Optimierung der Abläufe und eine Gestaltung der Arbeitsplätze im Hinblick auf die Rüstvorgänge zu realisieren. Im Rahmen eines Pilotprojekts sollte ein „optimaler“ Rüstprozess entwickelt werden, der in einem Rüstwechselhandbuch festgehalten wird und zur Orientierung für bestehende Mitarbeiter und zur Einarbeitung von neuen Mitarbeitern dienen soll. Auf hohe Investitionssummen sollte hierbei zunächst verzichtet werden.
Herangehensweise SMED allgemein
Zur Analyse und Neugestaltung der Rüstvorgänge wurde nach der aus der Literatur bekannten SMED-Methode vorgegangen [1, 2, 3]. Das dabei zu durchlaufende Schema besteht aus einer vorbereitenden Phase sowie drei Verbesserungsphasen mit genau definierten und aufeinander aufbauenden Inhalten (Bild 3).
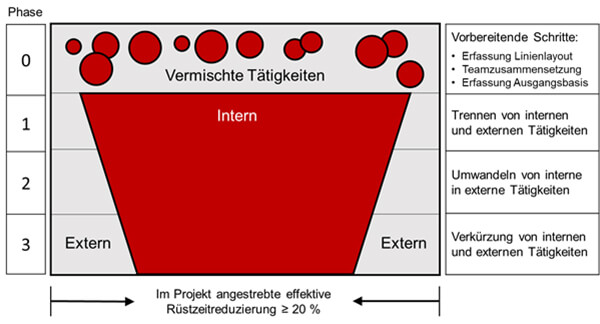
Bild 3: Phasen der SMED-Methode
Phase 0: Aufnahme Ist-Zustand
Um den Ist-Zustand dokumentieren zu können, sind vorbereitende Massnahmen zu treffen. An vorderster Stelle steht die Kommunikation der Verbesserungsinitiative im Unternehmen, insbesondere in Richtung Betriebsrat. Dann gilt es, ein Team zusammenzustellen, welches die Aufnahme des Ist-Zustands durchführt und die dazugehörige Dokumentation erstellt. Im Zentrum steht dabei die Erfassung der ausgewählten Rüstabläufe in sachlicher und zeitlicher Hinsicht.
Phase 1: Interne und externe Vorgänge trennen
In der ersten Phase werden die aufgenommenen Abläufe in zwei Kategorien unterteilt: Vorgänge, die nur bei Maschinenstillstand durchgeführt werden können, werden als „intern“ gekennzeichnet; Vorgänge, die auch bei laufender Maschine durchgeführt werden können, als „extern“. Ziel dieser Phase ist es, herauszufinden, welche Vorgänge bisher intern durchgeführt wurden, aber in Zukunft ohne Anpassung der Maschine extern durchgeführt werden können. Bereits durch diese einfache organisatorische Trennung lassen sich erste Zeitpotenziale realisieren.
Phase 2: Interne in externe Vorgänge umwandeln
In dieser Phase werden ausgewählte interne Vorgänge so angepasst, dass sie in Zukunft extern durchgeführt werden können. Durch diese Umwandlung von vormals internen in dann externe Rüstvorgänge lässt sich weitere Maschinenstillstandzeit einsparen.
Phase 3: Interne und externe Vorgänge verkürzen
Die letzte SMED-Phase sieht eine absolute Verkürzung der internen und externen Vorgänge sowie eine weitere logische Ablaufoptimierung vor. Um die Wirksamkeit aller bis dahin vorgenommenen Massnahmen zu überprüfen, wird eine erneute Aufnahme durchgeführt und entschieden, ob der neue Rüstprozess zum Standard erhoben wird.
Vorgehensweise bei OWA
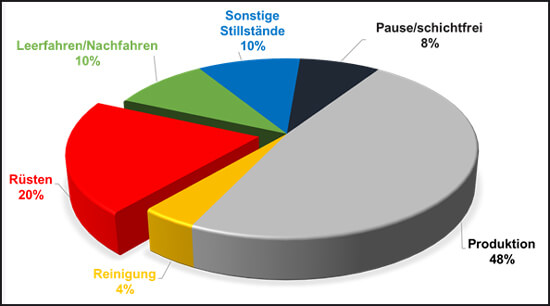
Bild 4: Initiale Zeitanalyse an Fertigungslinie A
Im Rahmen von Phase 0 wurde eine Übersicht erstellt, die den Fertigungsprozess der Linie A als Wertstrom sowie im Layout darstellt. Mittels Ursache-Wirkungs-Diagramm wurde das Problem „Hohe Rüstzeiten der Fertigungslinie A“ im Team analysiert, wobei zahlreiche Problemursachen gefunden und qualitativ gewichtet wurden.
Um die tatsächliche Verschwendung messbar darstellen zu können, wurde eine Aufnahme der aktuellen Rüstzeiten durchgeführt. Dies erfolgte per Videoaufnahme, mithilfe von Spaghetti-Diagrammen sowie einer detaillierten Tätigkeitsanalyse mit anschliessender kritischer Würdigung.
Da die Endfertigung der Mineralplatten aus acht stark verketteten Anlagenbereichen besteht, war es in diesem Zusammenhang besonders wichtig, den Engpass zu identifizieren und den Einfluss auf die hohen Rüstzeiten darzustellen, um gezielt Massnahmen zur Beseitigung entwickeln zu können. Hierbei soll dem hohen Rüstzeitanteil von 20 % (Bild 4) entgegengewirkt werden. Hierzu wurde ein gewichteter Massnahmenkatalog aufgestellt, dessen Umsetzung sukzessive über einen Zeitraum von mehreren Monaten erfolgte. Zur Überprüfung der Massnahmen wurde zu einem späteren Zeitpunkt eine erneute Aufnahme erstellt und mit der Ausgangsbasis verglichen.
Die Auflistung in Bild 5 zeigt einen Auszug der am höchsten priorisierten Massnahmen für die Rüstzeitoptimierung. Bild 6 verdeutlicht beispielhaft, welche Auswirkungen die definierten Massnahmen haben, um die Rüstzeit an der Fertigungslinie A deutlich zu senken.
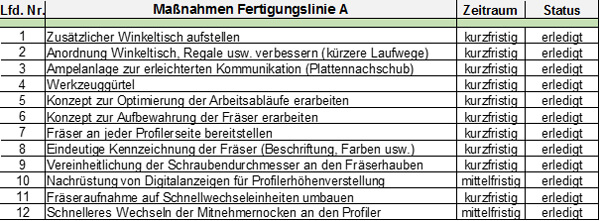
Bild 5: Auszug Massnahmenkatalog

Bild 6: Beispiele Rüstzeitoptimierung
Vorher-Nachher-Vergleich
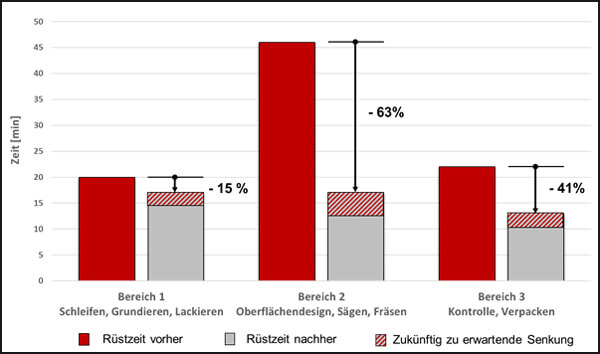
Bild 7: Vorher-Nachher-Vergleich der Rüstzeiten für einen ausgewählten Produktwechsel
Bild 7 zeigt die durch erneute Zeiterfassung nachgewiesene Auswirkung der Rüstzeitoptimierung in den einzelnen Bereichen der Fertigungslinie A (Akustiklinie) zum Zeitpunkt der Niederschrift des vorliegenden Beitrags. Die gestreiften Balkenabschnitte repräsentieren die noch zu erwartende Rüstzeitreduzierung, wenn auch alle restlichen definierten Massnahmen umgesetzt sind. Das gezeigte Zahlenmaterial bezieht sich dabei auf einen ausgewählten und im Ausgangszustand besonders langwierigen Produktvariantenwechsel. Bei bis zu 1.500 Varianten wäre zu dem damaligen Zeitpunkt eine Vollerfassung aller Rüstwechselkombinationen nicht ohne Weiteres möglich gewesen. Eine mehrwöchige summarische Betrachtung gegen Ende der zunächst sechsmonatigen Projektlaufphase hat jedoch schliesslich ergeben, dass im Mittel das gesetzte Ziel von 20 % Rüstzeitreduzierung in der Fertigungslinie A erreicht werden konnte.
Wie Bild 8 zeigt, ergibt sich durch die umgesetzten Massnahmen im Bereich der Rüstzeitoptimierung ebenfalls eine Steigerung der Gesamtanlageneffektivität (GAE). Dies unterstreicht nochmals die Wichtigkeit von Rüstprojekten in Industrieunternehmen mit anlagenintensiver Fertigung.

Bild 8: Vorher-Nachher-Vergleich der GAE
Weitere Verbesserungsansätze
Um die Rüstzeiten weiter zu reduzieren, müssen zusätzliche Massnahmen aus dem Massnahmenkatalog implementiert werden, bis das gesamte Potenzial der bestehenden Fertigungslinie ausgeschöpft wird. Danach sind Investitionen in automatisierte und computergesteuerte Lösungen unerlässlich, um weitere Erfolge zu erzielen.
Damit der bis dato generierte Standard immer weiter verbessert werden kann, müssen in festgelegten Intervallen – beispielsweise halbjährlich – an den verschiedenen Anlagenbereichen erneute Untersuchungen der Rüstprozesse erfolgen. Zusätzlich müssen regelmässige Mitarbeiterschulungen stattfinden, wobei insbesondere neue Mitarbeiter auf die etablierten Rüststandards hin zu verpflichten sind. Hierbei stellt das erstellte Rüstwechselhandbuch eine zuverlässige Hilfe dar.
Schliesslich gilt es, von den positiven Piloterfahrungen mit der SMED-Methode in der Fertigungslinie A (Akustiklinie) auch in den anderen Linien zu profitieren und somit den Rüstaufwand im gesamten Unternehmen nachhaltig zu reduzieren. Wo möglich, sollten übertragbare Konzepte auch an anderer Stelle zum Standard erhoben werden. In Summe resultiert daraus eine Verbesserung der Gesamtanlageneffektivität aller Betriebsbereiche.
Fazit
Ein entscheidender Erfolgsfaktor bei diesem Rüstprojekt war die Sensibilisierung und Motivation der Mitarbeiter. Da die Mitarbeiter ihren Arbeitsplatz am besten kennen, erwies es sich als essenziell, alle in der Linie Tätigen bei der Entwicklung von Massnahmen aktiv einzubinden. Teamwork und eine gute Kommunikation untereinander waren auch während des gesamten weiteren Projektverlaufs von grosser Bedeutung, gerade auch während der Massnahmenumsetzung und beim Festlegen des neuen Rüstablaufs. Andernfalls wäre zu befürchten gewesen, dass die Mitarbeiter einen allenfalls als theoretisch vorteilhaft erkannten Ablauf nicht als neuen Standard akzeptieren.
Zur Absicherung der Nachhaltigkeit der Verbesserungen sowie zum Identifizieren von weiteren Rüstwechselpotenzialen hat OWA sich entschieden, einen Methodenexperten zu definieren. Dieser fungiert als zentraler Ansprechpartner für sämtliche die Rüstvorgänge betreffenden Fragen und ist zugleich der Verantwortliche sowohl für die Umsetzung der definierten Massnahmen als auch für die Einhaltung und Überprüfung der gesetzten Standards.
Literatur
[1] Blom, P. D.: Schnellrüsten: Auf dem Weg zur verlustfreien Produktion mit SMED. Ansbach: CETPM Publishing, 2007
[2] Gorecki, P.: Praxisbuch Lean Management. München: Hanser Verlag, 2013
[3] Teeuwen, B.: SMED - Die Erfolgsmethode für schnelles Rüsten und Umstellen. Ansbach: CETPM Publishing, 2012
Verfasser

B. Eng. Andre Haun
Absolvent des Studiengangs „Produktion und Prozessmanagement“ der Hochschule Heilbronn

Prof. Dr.-Ing. Patrick Balve
Professor für Produktionsmanagement im Studiengang „Produktion und Prozessmanagement“ an der Hochschule Heilbronn.
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!

Dipl.-Ing. (FH) Lars Biallas
Mitarbeiter Technologie und Prozesstechnik
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
